NF SULPHATE REMOVAL SYSTEM
NF SULPHATE REMOVAL SYSTEM
- Detail
- Parameters
l DEVELOPMENT OF MEMBRANE SULFATE REMOVAL TECHNOLOGY
1993: First Generation Membrane Sulfate Removal was developed by Chemetics, Canada
2006: Our Technical Team developed the downstream Sulfate Crystallization system to recover the sulfate as Glauber’s Salt and returning the mother liquor to the brine treatment system, making the second generation process essentially effluent free. Due to technical reason, the sodium sulfate concentration was controlled at about 42 g/L.
2009: Shanghai U-Lum’s technical team developed the third generation process, where the sodium sulfate feed to the Crystallization was increased to about 100 g/L. The Sodium Sulfate is recovered as either Glauber’s Salt or Anhydrous Sodium Sulfate, providing more flexibility for the sodium sulfate by-product based on market condition. The process resulted in further reduction of investment and operating cost, prolonging the membrane life and energy consumption.
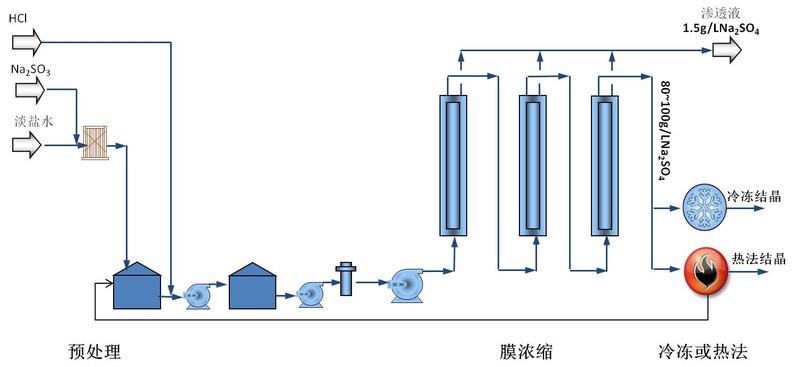
l PROCESS DESCRIPTION
Shanghai U-Lum’s Sulfate Removal Technology (UMC T System) comprises the Pre-Treatment System, Membrane Concentration System, and the Post Crystallization System.
PRE-TREATMENT SYSTEM:Dechlorinated brine from the Chlor-alkali Plant’s Dechlorination System is delivered to the sulfate removal area, Sodium Sulfite is added to removal any possible presence of free chlorine, the brine is cooled and the pH adjusted neutral or slightly alkaline for optimum operation of the downstream membrane unit. Guard Filters are provided to removal any solid particles in the brine.
MEMBRANE CONCENTRATION SYSTEM:The pre-treated brine is delivered to the Membrane Concentration Unit using high pressure pump. After the membrane filtration unit, the brine is separated into two streams: Concentrate and Permeate. The sulfate concentration in the Concentrate stream is increased through several stages of nanofiltration. The Permeate from the Membrane Filtration Unit is returned to the Brine Treatment System and the Concentrate is delivered to the Post-Treatment System for further processing.
POST-TREATMENT SYSTEM:The Concentrate stream from the Membrane Filtration Unit can be processed into either Glauber’s Salt (Na=SO4.10H2O)or Anhydrous Sodium Sulfate. Caustic is added to the Concentrate for pH adjustment, and then cooled to the required temperature before entering the Crystallizer. Part of the slurry is transferred to a Thickener for further concentration before it is separated in a Centrifuge to obtain Glauber’s Salt. The sulfate lean brine is returned to the front end of the Sulfate Removal System.
MEMBRANE CLEANING AND REGENERATION:The membrane requires occasional cleaning, which is achieved by circulating the washing/regeneration liquor through the membrane elements. Shanghai U-Lum’s online cleaning and regeneration system is used when the membrane elements are plugged or oxidized to recover the separation and permeatibility.
CONTROL SYSTEM:The Sulfate Removal System is provided with a Programmable Logic Controller (PLC) and Computer Monitoring System to control and monitor the process parameters such as pH, ORP, temperature and for safety interlocks.
l FEATURES OF THE TECGNOLOGY
FEATURES OF PRE-TREATMENT SYSTEM:
1. No requirement for activated carbon filter, avoiding plugging of the membrane by fine carbon particles. Better tolerance to free chlorine in brine of up to 30 ppm.
2. pH adjustment is done at the weak brine pump suction for better and speedy mixing to avoid localize formation of free chlorine.
FEATURES OF MEMBRANE CONCENTRATION SYSTEM:
1. Shanghai U-Lum’s specialized Nano filtration Membrane, suitable for neutral or alkaline brine
2. Multi-stage Membrane Separation to achieve Sodium Sulfate Concentration of 100 g/L, reducing downstream refrigeration requirement.
3. Higher sulfate concentration is suitable for recovering the sulfate as Anhydrous Sodium Sulfate by-product, adding value to investment.
FEATURES OF POST TREATMENT SYSTEM:
1. Unique system design, with direct refrigeration of high concentration sulfate, optimized temperature prevent crystallization at the heat exchangers. Crystallization is carried out at temperature of 5 OC, with larger crystals, easy separation and reduced mother liquor.
2. Plate Heat Exchangers with automatic washing system, reducing man power, ensuring stable and consistent operation. Washing is carried out using recycling of weak brine from upstream, without any effluent discharge.
3. Chilled water or chilled brine is used for refrigeration, with ethylene glycol or calcium chloride as refrigerant, avoiding any impact with the use of Freon based refrigerant, resulting in smooth switch over of heat exchangers. System if easy to operate with energy conservation. Refrigeration source can also be provided by Customers if available.
4. Closed Circuit: The mother liquor from the Centrifuge still contains substantial sulfate, which is not returned directly to the brine treatment system. The mother liquor is recycled to the Membrane Filtration Unit for re-concentration. The only discharge is the Galuber’s Salt, hence the no impact on the other systems.